
プリチャージ空気銃で狩猟や標的射撃をやっていると 気になるのはペレット(空気銃弾)です、
射撃場で出逢う方との話で どんなペレットを使っているか とか ペレットの選別をやっているか 等が話題になることが多々あります。
今回は 私が通常使っているペレットについて『命中精度向上のための方法』の参考にするため
オリンピック競技でもある『10mエアーライフル(10mAR)用超高精度ペレット』について と 『JSBペレットにつて 製造方法と製造ロットNO』について 備忘録用に調べてみました。
10mAR用超高精度ペレット
10mAR
10mAR競技は 4.5mm口径ワッドカッター(Wadcutter)タイプのペレットを使用して 10m先の標的中心Φ0.1mmを ピープサイト(peep sight、光学式スコープは使用不可)のエアライフルで 狙う競技、競技場所はエアコンの効いた屋内射撃場。
⇒50mに置き換えるとΦ0.5mmです! 。
この競技に使用されるエアライフルはプリチャージ式、レギュレータ付き(設定圧70~80bar)、単発仕様、バレルはマッチグレード(高精度仕様)で長さは425mm程度、重量は4.7kg程度、全長は1100mm程度、ピープサイト、トリガープルは30~150g程度(非常に軽い)、
マズルエナルギーは8J(6ft・lbs)程度、射撃時のリコイルを吸収する装置、自分の体にフィットするようにいろいろな調整機構が付いています。⇒狩猟用の空気銃とは全くの別物の銃です
メーカはファインベルクバウ(バウと呼ばれています、Feinwerkbau ドイツ)やワルサー(Walther ドイツ)を使っている人が多いです(¥300~600K)。
(Feinwerkbauのホームページより)

超高精度ペレット
10mAR用ペレットは4.5mm口径で弾頭が平らなワッドカッター(wadcutter)タイプです、このタイプは標的紙に中たると「綺麗に丸い穴を明けて」判定が し易い特長が有ります。
(現在の競技会は電子標的なので あえてこの形状で有る必要は有りませんが)
ペレット重量は0.5g前後で弾速は170~175m/s(558~574fps)です。
狩猟用のプリチャージ空気銃の一般的な弾速(270m/s程度)と比べると遅いです、
これは射撃距離10m、4.5mm口径0.5g程度のワッドカッタータイプペレット使用で 最も命中精度が高い弾速がこの速度だからです。
(JSBより)

国内での狩猟用空気銃に最も使用されているペレットメーカのJSB(FXのペレットも製造)は10mAR用超高精度ペレットも製造しています。
ペレットメーカ「JSB(チェコ)」のホームページ(https://www.schulzdiabolo.cz/en/)より
MATCHグレードより上位の超高精度『PREMIUM』グレードは下記となっています(銀座銃砲店で販売されています)、
(JSBのホームページより)
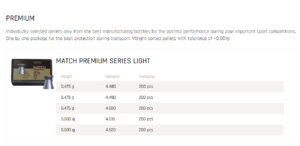

重量は0.475,0500,0520,0535gの4種、ヘッド径は4.480,4.490,4.500,4.510,4.520mmの5種の組み合わせで15種類販売されています。
・最も品質の高い製造ロット(特別管理の型を使用し形状精度が最も高く・重心点が中心)から個別に選別
・重量のバラツキは0.001g以下
・1発ずつのパッケージで100発を2段にしてプラスティックケースに入っていて運搬中の打痕防止
実際の影像は
AirgunGearShow:「PELLET – JSB Exact “Premium” Pellets + King Heavy Airgun Pellets」
https://www.youtube.com/watch?v=mo3U9TVcotA
ドーム型も2種類有ります、0.547gでΦ4.520mm、0.510gでΦ4.500、 フィールドターゲット用。

通常のペレットで選定・管理すべき点
JSBの超高精度ペレットを参考に 通常使用しているペレットの選定・管理点を考えてみると
・キズ・打痕・変形・パーティングライン(後述のJSBペレットの製造方法参照)が無いこと
⇒無い物を選別する
・酸化しないうちに使用する
⇒一旦缶を開封したら早めに使い切る
・打痕が付かない 酸化しないような、保管、運搬
⇒ウレタンスポンジシートで個別に小分けして保管、運搬、缶の蓋の端と缶本体の間にテープを巻いて空気が入らないようにする
・バレルに合ったヘッド径の選定
⇒銃に合った最も命中精度の高いヘッド径のペレットを購入
・重量のバラツキの最小化
⇒ 10mでΦ0.1mmにまとめる(同痕弾にする)ための重量のバラツキは0.001g/0.475g=0.2%の誤差
50mに置き換えるとΦ0.5mm で 0.2%
⇒ 参考ですが非常にラフな計算をすると 50mでΦ25mmにまとめるとしたら 0.2%✕(25mm/0.5mm)=10%の誤差 となります
実際はペレットの形状、重量、弾速、射撃距離も異なるので あくまで参考値です。
私が今まで購入したペレットの重量を測定してみると2~8%のバラツキが有りました、良く中たるペレットが重量バラツキが非常に少ないとは限りません、
また JSBのホームページの「各DIABOLO EXACTペレット」の説明文(英文)には下記が有ります、
「 .177(4.5mm)口径の命中精度(CTC)は 45mで5発 12mm以内が射撃テストの必須結果」、
「 .22(5.5mm)口径の命中精度(CTC)は 45mで5発 16mm以内が射撃テストの必須結果」 となっています(50m換算では18mm)
50mで5発Φ25mm以内なら ペレット重量が数%バラついていても 銃のバレル精度と依託が良ければ 普通に達成できるのかも知れません(JSBの誇大広告かも知れませんが)。
ペレットの製造方法
ペレットの材質と製造方法
ペレットの材質
ペレットは現時点鉛弾が主力です、鉛は人体や環境に有害なため 将来 非鉛弾化(スズ・ビスマス等)が進んでいくと思われます。
しかし 鉛の良さとして 比重の重さ、鉛そのものが固体潤滑剤、成型性の良さ、リサイクル性、価格の安さ これを代替するのは簡単では有りません。
鉛製ペレットは 鉛だけでできているわけではありません、数%のアンチモニー(一般的には5%前後)を添加されています 正確には鉛合金弾です。
アンチモニーを添加することにより 硬さがアップすること(純鉛は軟らかすぎる)、 鉛の酸化を遅らせる 効果が有ります、但し比重は少し低下します
。
鉛:
lead、元素記号=Pb、比重=11.34g/cm3、融点=327.5℃
アンチモニー(アンチモン):
antimony、元素記号=Sb、比重=6.69g/cm3、融点=630.7℃
スズ:
tin、元素記号=Sn、比重=7.635g/cm3、融点=231.9℃
ビスマス:
bismuth、元素記号=Bi、比重=9.78g/cm3、融点=271.5℃
亜鉛:
zinc、元素記号=Zn、比重=7.14g/cm3、融点=419.5℃
銅:
copper、元素記号=Cu、比重=8.94g/cm3、融点=1084.6℃
ペレットの製造方法
鋳造と鍛造方法の2種類有りますが 現在は冷間鍛造法が主力です。
鋳造:
溶かした鉛を鋳型にいれて製造、鉛は融点が低く 型さえあれば誰にでも製造可能です。但し材料の欠陥(鋳造欠陥、鋳巣)、材料組織の不均一が有り 重量や重心点がバラつき易い欠点が有ります、
このため 現在は多量生産品には使用されていません。
鍛造:
鉛ワイヤーをスウェージングマシンで冷間鍛造して製造、この方法は材料の欠陥や材料組織の不均一はほとんど無く 生産性が高いので 現在流通しているペレットは ほとんどこの方法で製造されています(JSB、H&N等)。
尚 鉛は軟らかくてハンドプレスでも鍛造可能で自作ペレット用の型、プレス装置、鉛ワイヤーも販売されています。
注)鍛造の材料の鉛ワイヤーは鋳造から製造されます、鍛造は鋳造品を鍛錬しているため内部欠陥が少なく かつ組織が均一になりますが、コストは鋳造品に比べて高くなります。
ペレット製造の動画
JSB(チェコ)
JSB Match Diabolo Pellets – FACTORY TOUR : 2019/11/26
https://www.youtube.com/watch?v=-AAQzSkRZVg&feature=youtu.be&t=18
H&N(ドイツ)
H&N SportPellets – FACTORY TOUR : 2019/11/07
https://www.youtube.com/watch?v=3q7glB-J0rA
Haendler & Natermann: Einblick in die Geschossproduktion(ドイツ語):2012/11/12
https://www.youtube.com/watch?v=ROR1e23GcuY&lc=Ugi6FLWAFGHXyngCoAEC
H&Nの工場所在地 地名聞いたことあるなと思っていたら 昔ドイツに単身赴任していた時 近くまで行ったことが有りました、
ただその頃は空気銃やっていなかったのでH&Nなんて会社知りませんでしたが。
H&Nは出荷検査時ヘッド径の選別ゲージを使用してヘッド径の小さい物を除外しています。
JSBペレットの製造工程
JSBはチェコのペレットメーカで6500万発/月(70t/月、 2019年時点)の生産を行っています。
FXairgunsのスムースツイストX(STX)バレルはJSBのペレットに合わせて設計されています、このため近年非常に普及してきているペレットメーカです。
参考)私の過去ブログ参照:PCPエアーライフル備忘録:「FXスムースツイストX(STX)バレル」
また FX、AIRARMS、DAYSTATEのペレットもOEM生産しています。
JSBのペレット(鉛弾)製造工程
1.原材料
・99.97%鉛インゴット+自社内の端材(リターン)
・アンチモニー
2.熔解
・ガス炊炉を使用
・アンチモニーを数%添加
・撹拌しながら熔解
溶解温度は510℃(鉛-アンチモニー合金のためこの温度になっている)
成分調整は非常に重要 成分がバラつくと 硬度がバラつきます これは後工程の成型性、ペレットとしての性能にも影響します
3.バー形状に鋳造
・バー形状に鋳込み
・切断
4.ワイヤー化
・切断されたバーを伸線機で引き抜いてワイヤーにする
口径に合わせたワイヤー径を選定
5.ボールに成型
この工程がJSBの製造方法の最大の特長です。
一般的なペレットの製造工程はワイヤーからペレットに成型しますが、JSBはボールにしてからペレットに成型します。
・ワイヤーは冷間鍛造用潤滑剤を塗布
・ロール式スウェージングマシン(ボールヘッダー)でボール形状になったバンドに成型
・そのバンドをロール式トリミングマシンでボールを打ち抜く
この方法はボールの材料歩留まりが悪い(但し打ち抜いた端材はリターン材として使用できる)
6.洗浄
・ボールを洗浄(潤滑剤やゴミが付着している)
JSBは基本 この段階しか洗浄していないようです。
7.重量測定し選別
・ボールを重量で選別
0.001gの精度で測定できる非常に高価な装置の測定能力に限りがあるので一部のペレットしか適用できない
この工程が成型工程の次に重要な工程で どんな設備,方法で選別しているのか未公開です。
8.ペレットに成型
自社製の水平式スウェージングマシンを使用した冷間鍛造法で製造
・型及びマシンの段取り換え
・重量選別されたボールをマシン上部に挿入
・マシンに落下の際に冷間鍛造用潤滑剤を塗布
この潤滑剤は鉛が型やペレットに焼き付いたり、かじり(キズ)付かないようにするため 及び離型剤としての機能
成型工程は
・ボールをワイヤ状に荒成型する
・ヘッド、スカート部を成型
・型が開いてペレットがマシン下に落下
・規定数量を生産したら検査のためストップ
高精度ペレットは成型工程(工程数、仕上げ前の中間成型形状 等)、型精度が最重要です(ノウハウのかたまり)。
9.連続生産前検査
・段取り替えした最初の生産品の形状検査
・実際に射撃して規定の命中精度に入っているか確認
上述の10mmAR用超高精度ペレットの「通常のペレットの管理すべき点」の項目を参照
10.連続生産
・上記検査が合格したら連続生産を開始する
11.量産検査・選別
・女性の作業者が全数目視で外観形状を選別
不良率は約2%
ヘッド径の選別ゲージ等は全く使用していない
そのうち 光学センサーとAI式ロボットである程度自動化されるのではと思います。
12.梱包・出荷
・製造ロット単位
・回転するチューブ(内側にブラシがあるのかも?ペレット掃除用か?黒鉛orワックス塗布?)にペレットを通して
・人力で缶にペレットを挿入して重量計測で数量を管理
・人力で缶にテープ巻く
・梱包して出荷
JSBの製造工程について私見
上記の製造工程は海外の動画、エアガンショップ、エアガンフォーラム等の情報からまとめました、以下は私見です。
・ボールについて
ワイヤーからボールに成型した時に中心部円周上にバリが発生します、これがあると重量がかなりバラつくと考えられます、このため 公開していない 精度の高いボールにする工程が有るのでは、
たとえば ベアリングのボールを製造する際に使用しているボール研削機というかフラッシングマシンでバリ取りしている可能性が有ります。
・スウェージングの型について
ペレットを成型した後 ペレットを取り出すためには 型を分割する必要が有ります。
普通なら下記のように真っ二つの2分割型となります
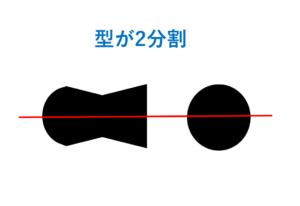

この方法だとヘッド部にパーティングライン(分割線)が有り ヘッド部の成型精度を出しにくいです。
これに対してJSBは3分割型を使っているようです(おそらくH&Nも)
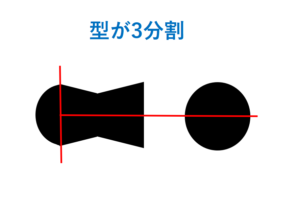
この方法は最も重要なヘッド部は1つの型なので高精度に成型できます またヘッド径を換えることも2分割型より簡単、
しかし ヘッドの後ろ側円周上とヘッドの後ろ側(ボディー)~スカート部は上記2分割型と同様にパーティングラインが発生します。
いずれにしろ 型を組合せて高精度ペレットを作るには 型そのものの精度だけではなく 型の組合せ精度も重要です。
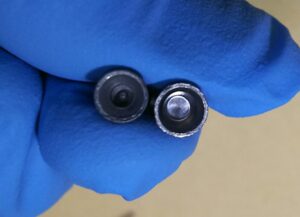
H&NのBaracuda Match 5.50mm 21.14gr です ヘッド部後ろ側からスカート部にパーティングラインが見えます、これは型合わせが不正確で 段差が発生しているか 合わせ面から多少鉛が出ている ためです。
JSBのペレットも同様な位置にパーティングラインが かすかに見える物がありますが H&Nより非常に少ないです。
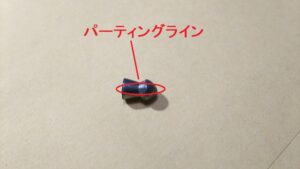
(60倍)

パーティングラインが見えるかどうかをチェックすれば 型の組合せ精度が分かります⇒パーティングラインが見えないペレットの方が回転バランスは良く重量のバラつきは少ない。
一般的にH&NよりJSBの方がペレットの精度は高いと思います。
・成型工程
JSBとH&Nのペレットをスカート側から見るとパンチ形状がJSBはフラットで浅い H&Nはテーパー状で深い と異なります、これは成型する際の荒地成型の違いと材料の硬度の差(H&Nの方が硬い)では、
また パンチは定位置まで挿入されると回転しているようです、
5.5mm用 左はH&N 21.14gr 右はJSB 18.13gr
JSBはボールからペレットに成型する際にバー状に荒地成型するが この時ヘッド部も荒成型されるため パンチを深く入れる必要が無い と考えられます。
スカート側のパンチ形状の差、深さのバラツキはペレットをバレルに挿入する際に ボルトのプローブ形状がピン(シャフト)タイプだとペレットの挿入位置が変る可能性が有ります
⇒トランスファーポートとペレットの位置関係が変ると弾速が変ります。
FXはパイプタイプのプローブでスカート部端面を押す構造です が AIRARMSはピンタイプです。(FXもオプションでピンタイプに変更できます)
・ペレットのコーティング
JSBペレットは黒鉛またはワックスでコーティングされていると言われていますが 上記の動画からは どの工程で行われているのか分かりません(⇒ペレットを缶に詰める前に回転するチューブを通す時?)。
何れにしろペレットを成型する際に潤滑剤や離型剤を使用していて 成型後に洗浄していないので これらが付着したままになっています⇒ワックスも兼ねているのかも知れません?。
またペレットを良く見ると細かい鉛くず、鉛バリ、ゴミ等で汚れていることが分かります。
・PREMIUMペレットについて
JSBの製造工程の動画を見ていると 通常の生産ではペレットに多少のキズ、打痕は付いてしまうと思います、
「重量差0.001gのPREMIUMペレット」は全ての工程で特別な管理をされているようです、おそらく最終の選別工程前に洗浄工程が有って 選別したら即 個別に梱包していると考えられます。
JSBペレットの製造NO
JSBペレットの缶の裏側に 製造NOが印刷された紙が貼られています(以前はバーコードだったが)。

この意味を理解しておくことは非常に重要です。
『 57910020 』
57=型ナンバー:最も重要
91=製造責任者の個人ナンバー
00=品質管理者の個人ナンバー
20=製造年 2020年
『 0 5.52 』
0=製造バッチナンバー
5.52=ヘッド径
尚 H&Nは型ナンバーを公開していません、これは複数の生産ロット品が一つの缶に入っているため。
新しくペレットを購入し命中精度を確かめる際は
・最低10発は射撃すること
命中精度が高ければ
・そのペレットの型ナンバーをメモしておき
同じヘッド径で その型ナンバーの缶をまとめて購入すること。
できれば製造バッチナンバーも同一が良い。
以下 Amazon.co.jp 広告
・

・
![これから始める人のためのエアライフル猟の教科書[第2版]](https://m.media-amazon.com/images/I/51hPNmrYZcL._SL160_.jpg)
コメント