
モーラに代表される「スカンジグラインド」のナイフは研ぎ易いのが特徴の一つです、一般的なスカンジグラインドナイフの研ぎ方は 砥石にプライマリーベベル面をべたっと当てて研ぐ、いわゆる『ベタ研ぎ』です、
今回は 国内であまり紹介されていない 『回転研ぎ』についてです、この方法は主に荒研ぎに使用されています。
回転研ぎとは
その名の通り 刃物(ナイフ・斧 等)または砥石を回転運動(circular motion,rotating motion)させながら研いでいく方法で 斧では一般的な研ぎ方です。
グレンスフォッシュ アックス(斧)の日本代理店のファイヤーサイドのホームページより:斧などの刃物の手入れ
回転研ぎのやり方
片側が反時計回転なら 反対側は時計回りに回転させる
(ナイフはモーラ_クラシック_no1)

回転研ぎの良い点
➀研ぐ効率が高く 普通の研ぎ方より早く研げる、このため 小さい面(小さい砥石)で研いでも効率が悪くない、研ぐ量が多い『荒研ぎに向く』。
小さい砥石で十分対応できる
➁砥石の平面度の影響を受けにくい
日本式に平砥石を使って研ぐ場合、最重要なことは『砥石面を平ら』にすること に対し このやり方は平面度には鈍感(もちろん平面精度がでている方が良いが)。
③コンベックスになりやすい(普通に日本式にやっていても気を付けないとコンベックスになります)、これについては良い点でもあるし注意すべき点です。
➀項と合わせて 斧研ぎに適用されている主たる理由です。
注)ナイフのジオメトリについては私のブログ :『ナイフのブレイドジオメトリーとエッジジオメトリー』を参照下さい。
回転研ぎの注意すべき点
➀エッジに対して研磨目がいろんな方向になる、一部エッジと平行になってしまう。
刃物研ぎの基本は『使う方向に研ぐ』ことです。『エッジに対して平行の研磨目はエッジを弱くして切断抵抗が増加します』。エッジに平行にならないように角度を付けて研ぐのが基本。
日本式平砥石での研ぎで エッジを砥石に対して45°~90°で研ぐのはこのため。
エッジと平行になった研磨目について これが無くなるまで仕上げ砥ぎやストロップすれば 特に問題にはなりませんが。
(下の画像はエッジ(緑線部)と砥石の角度は90度、但し90度で研ぐと丸刃(マルッパ)になりやすいので注意!).

➁エッジ・エッジ側面がうねりやすい
このため回転研ぎだけで仕上げを行うには それなりのテクニックが必要です。
ナイフメーカ推奨の回転研ぎ
➀Marttiini マルティーニ :フィンランド:ホームページより : SHARPEN REGULARLY (英語ですが画像みれば理解できます)
北欧ではモーラと並んでメジャーなナイフメーカであるマルティーニは研ぎ方を公開しています。
炭素鋼ブレードのスカンジ_グラインド_ナイフ: 「1511010 SHARPNING STONE」 この動画非常に参考になります
・砥石に水を含ませる
・ナイフのプライマリーベベルに合わせて右回転でヒール側(ハンドル方向)からティップ側(先端方向)に研いでいく
ティップ側からヒール側に回転させても良いです
・ナイフの反対側は左回転で同様に
・仕上げは少しナイフを立ててヒール側からティップ側を円弧状に動かして一回でエッジ全部を研ぎます(一筆研ぎ)、バリ(カエリ)が均等にとれるまで表裏を(数回)行う
これは仕上げ研ぎ(マイクロベベルを付加)+バリ取り となっています。
・(私見ですが この後ストロップした方が良い
注)ストロップについては 私のブログ :「ストロップの超基本」を参照下さい)
ステンレス鋼ブレードも同様な方法で研げますが研ぎの回数は増やさなければなりません
ステンレス鋼ブレードのスカンジ_グラインド_ナイフ : 「1515113 DIAMOND SHARPNER FLAT」
・この画像のダイヤモンド砥石は砥石面が小さく薄いのでハンドル側少し持ち上げて
・荒砥石面で上記同様の回転研ぎをナイフの両面を行い
・仕上げ砥石面で上記と同様に少しナイフを立てて仕上げています。
ステンレス鋼ブレードは研ぎにくいので研磨力の高いダイヤモンド砥石を推奨しています。(他メーカも同様)
注) ナイフ鋼材の研ぎ易さは材質によって変わります、同じ材質であれば 柔らかい方が研ぎやすいです、
ステンレス鋼は炭素鋼に比べて研ぎにくいです、これはクロム(Cr)が10.5%以上含まれているためです(炭素鋼も微量含まれています)。
マルティーニ_ナイフの一般的な炭素鋼は硬さHRC55~57、ステンレス鋼はHRC53~54、 モーラ_ナイフの場合 炭素鋼HRC58-60 ステンレス鋼はHRC56-58で 何れもスレンレス鋼の方が柔らかいですが研ぎにくいです。(ステンレス鋼でも炭素鋼以上に硬い物も有ります)
注)スカンジグラインドはマイクロベベルが無いもの(スカンジ_ゼログラインド)と思っている方が多いようですが、実際はマイクロベベルを付けているナイフがほとんどです(モーラも)、
ノルウェーのナイフメーカ Helle(ヘレ)もホームページのメンテナンスでは 下図のようにナイフを少し立てて研ぐように言っています。⇒セカンダリーベベルもしくはマイクロベベルが必ず付きます。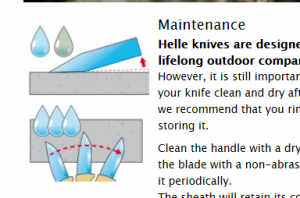
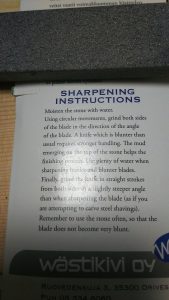
➁Wästikivi ワスティキビイ?(読み不明):フィンランド :天然砥石メーカ
取説に研ぎ方が書かれています 内容は上記➀と同じ回転研ぎで仕上げのやり方も全く同じです。
異なるのは 研ぎ汁は有用、よりハードに研ぐ場合は水を多量に使用。
Wästikivi のホームページ
(私が持っている砥石は120✕30✕10mmの物で#1500相当品)
③Buck バック : USA :ナイフメーカ :ホームページより 「knife_sharpening」
バックナイフはスカンジ_グラインドでは有りません、ホロー_グラインドナイフですが 荒研ぎに回転研ぎを推奨しています。
最後に
ナイフの研ぎ方には いろいろなやり方が有ります、わたしはキチント研げれば どういう方法でやっても良いのでは と考えています。
例えば平砥石で研ぐやり方でも
・エッジファースト(エッジを押していく研ぐ)か スパインファースト(スパインを押していく研ぐ)か 両方均等か
・砥石を縦に置くか 横に置くか 斜めに置くか
・右手でナイフを支えて左手は添えるだけ(右ききの方)
・右手は同上 ナイフの反対側は左手でナイフを支えてやる
・ナイフのブレードの長手方向を何回かに分割してエッジを研ぐ
・エッジを一筆書きのようにエッジを当てたまま 円弧状に動かしてエッジ全体を一回で研ぐ
・回転研ぎ
等々
とにかく いろいろなやり方を実際にやってみて 一番しっくりくる方法を見いだして下さい。
今回紹介した回転研ぎは荒研ぎに向くこと、小型の砥石でも可能なのでフィールドで研ぐ場合に有用です。
以上 ナイフ研ぎの参考にしてください。
以下 Amazon.co.jp 広告
・

・

・

・

・

・

コメント